实木是制作家具的主要用料,在中国南方的大山里,有着得天独厚的资源。当地人们种植的黄杨木,色泽亮黄温润如玉,是制作家具极佳的原材料。
陈师傅今年四十有七,在家具车间工作已有三十个年头,精通各种
木工机械,每天看着一块块木头在他操作的机器下,经过锯断、压刨、铣型、砂光,变成厚重古朴的家具,是他最开心的事情。
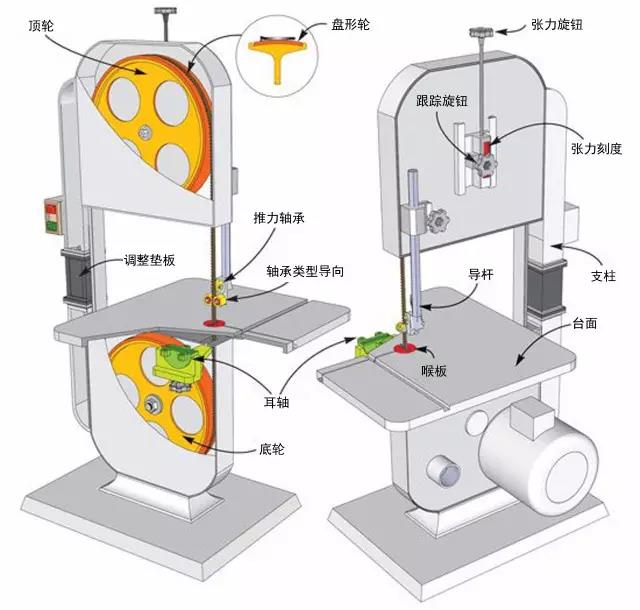
所有机械中陈师傅最喜欢的就是带锯机,两个锯轮加上环形闭合带锯条,常常让老李想起前几年还在流行的磁带。按下开关,锯轮带动锯条高速转动切割木头时发出的声音令老李迷醉,搭配乌兰图雅的套马杆,热辣滚烫。
带锯机有很多种,立式带锯、卧式带锯、斜式带锯,以及跑车带锯。
陈师傅第一次见到跑车带锯时惊讶得目瞪口呆,跑车带锯的锯轮直径超过一米,带锯条宽度有20厘米。普通立式带锯机由师傅负责送料,而负责给跑车带锯机送料的,真的是一台“跑车”。
车上装有巨大的夹具,叫做摇尺装置,将原木料稳稳的固定,摇尺可以调节木料相对于锯条的距离,以此控制锯切尺寸。车下有两条轨道,跑车沿着轨道运动。高速转动的带锯条发出震耳欲聋的轰响,伴随着跑车的缓缓前进,巨大的树干被切割成一块块地方料。
带锯机是个舶来品。1808年,英国人纽伯里(W·Newberry)发明了带锯机,但由于当时的锯齿和焊接技术不过关,并没有实现量产,50年后,法国率先成功制作出了生产用的木工带锯机。虽然起步比圆盘锯、框锯机晚,但在这200多年里,带锯机已经深入神州大地的每一座城市的每一家家具厂。
采访过程中陈师傅忽然停下机器,“带锯的主要优点是,可以锯切特大径级的原木和采用特殊下锯法锯切珍贵树种原木。它使用的锯条较薄,只有2~3mm,通常锯屑损失比圆锯机和框锯机减少1/2~1/3,且进料速度比框锯机高,一般为40-50m/min。锯条较窄较软,便于调整锯口方向,合理下锯,切割曲线形零部件。”
当然带锯机也存在一些缺点。陈师傅点燃一支烟,“锯条太薄太软,所以刚性低、温升高,容易产生振动和跑锯,不仅影响切割精度,而且危险度极高。这就要看木工的技术水平了,一个好的木工要能识别原木缺陷,合理选择、看材下锯。”
问到如何下锯,陈师傅得意一笑,说出了自己多年的不传之秘。
1.曲线锯割法:锯条越窄,锯割的曲线半径越小。12mm的锯条可锯半径70mm的曲线;25mm的锯条可锯半径250mm的曲线;35mm对应450mm、50mm对应800mm。用宽锯条锯割曲率半径小的曲线时,可先锯开几条放射状的锯口,然后按曲线锯割。
2.直内角锯割法:锯割直角形的转角时,先在转角处钻一圆孔再锯割。转角余地大时可直接锯割。
3.弯料、锥形锯割法:锯割弯料和锥形可用模板画线,按线锯割,也可用曲线靠模锯割,即将曲线模板上到锯台上,将被加工件压着模板送过去,就可锯出相应的曲线或锥形。模板不能太厚,四面抛光,可做两块调换使用提高效率。
4.斜面锯法:锯割斜面可将机床工作台面倾斜到所需的角度。也可不调整机床的台面,做一块有相应斜度的楔形木板(靠山)固定到台面上,当工件沿着这块楔形木板送过去时,就锯出了所需要的斜面。
“好木工不仅要懂下锯,还要懂机修。”说到这儿陈师傅麻利地打开了带锯机的箱体上下护门,开始更换带锯条。松开滑板固定螺钉,转动升降手轮,使上锯轮下降,锯条松动,取出旧锯条,将磨修好的锯条套在上下锯轮上,转动升降手轮,使上锯轮上升,张紧锯条。所有动作一气呵成,仿佛已经成为身体本能。
“更换时要注意将锯齿的锐角方向向下,不要上翻,用手转动上锯轮,看锯齿是否全部露在锯轮轮缘的外侧面,如未露出即应再将上锯轮加以调整,直到锯齿露出轮缘,在上下锯轮边缘走动平稳,并垂直于工作台面为止。”
在这个世界上,除了陈师傅,还有无数学者与木匠在对带锯机做着研究与改进。
这是国外的三轮带锯设计,两个从轮固定,主动轮可调锯条松紧,以提升锯切精度与深度。
小型便携式带锯机,木匠外出必备神器。
老一辈的人看来现在先进木工设备都太过轻薄,不够原汁原味。陈师傅经常会去看厂里年轻小伙子们操作的数控设备,只需要轻轻按下开关,所有加工都由机器完成,空气中弥漫的机油味令他深感忧虑,这些年来木工的手艺就快失传了,就连木屑的味道似乎也没有当年正宗了。
科技的高速发展改变了传统木工工艺,古早风格的木工正在消失,数控机械无法取代人类的智慧,却带来了企业最需要的批量与高效,以及人力所无法达到的快速精准和永不疲劳。
而这一切,陈师傅还需要时间来适应……